
1. ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੇ ਬੁਨਿਆਦੀ ਢਾਂਚਾਗਤ ਤੱਤ:
ਸੈਂਡਿੰਗ ਬੈਲਟ ਆਮ ਤੌਰ 'ਤੇ ਤਿੰਨ ਬੁਨਿਆਦੀ ਤੱਤਾਂ ਨਾਲ ਬਣੇ ਹੁੰਦੇ ਹਨ: ਬੇਸ ਮੈਟੀਰੀਅਲ, ਬਾਈਂਡਰ ਅਤੇ ਅਬ੍ਰੈਸਿਵਸ।
ਬੇਸ ਸਮੱਗਰੀ: ਕਪੜੇ ਦਾ ਅਧਾਰ, ਕਾਗਜ਼ ਦਾ ਅਧਾਰ, ਮਿਸ਼ਰਤ ਅਧਾਰ।
ਬਿੰਦਰ: ਪਸ਼ੂ ਗੂੰਦ, ਅਰਧ-ਰਾਲ, ਪੂਰਾ ਰਾਲ, ਪਾਣੀ-ਰੋਧਕ ਉਤਪਾਦ.
ਘਬਰਾਹਟ: ਭੂਰਾ ਕੋਰੰਡਮ, ਸਿਲੀਕਾਨ ਕਾਰਬਾਈਡ, ਜ਼ੀਰਕੋਨੀਅਮ ਕੋਰੰਡਮ, ਵਸਰਾਵਿਕ, ਕੈਲਸੀਨਡ, ਨਕਲੀ ਹੀਰਾ।
ਸੰਯੁਕਤ ਵਿਧੀ: ਫਲੈਟ ਜੁਆਇੰਟ, ਲੈਪ ਜੁਆਇੰਟ, ਬੱਟ ਜੁਆਇੰਟ।
2. ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀ ਵਰਤੋਂ ਸੀਮਾ:
(1)।ਪੈਨਲ ਪ੍ਰੋਸੈਸਿੰਗ ਉਦਯੋਗ: ਕੱਚੀ ਲੱਕੜ, ਪਲਾਈਵੁੱਡ, ਫਾਈਬਰਬੋਰਡ, ਪਾਰਟੀਕਲ ਬੋਰਡ, ਵਿਨੀਅਰ, ਫਰਨੀਚਰ, ਬਿਲਡਿੰਗ ਸਮੱਗਰੀ ਅਤੇ ਹੋਰ;
(2)।ਧਾਤੂ ਪ੍ਰੋਸੈਸਿੰਗ ਉਦਯੋਗ: ਗੈਰ-ਫੈਰਸ ਧਾਤਾਂ, ਫੈਰਸ ਧਾਤਾਂ,;
(3)।ਵਸਰਾਵਿਕ, ਚਮੜਾ, ਫਾਈਬਰ, ਪੇਂਟ, ਪਲਾਸਟਿਕ ਅਤੇ ਰਬੜ ਦੇ ਉਤਪਾਦ, ਪੱਥਰ ਅਤੇ ਹੋਰ ਉਦਯੋਗ।
3. ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀ ਚੋਣ:
ਸੈਂਡਿੰਗ ਬੈਲਟ ਨੂੰ ਸਹੀ ਅਤੇ ਵਾਜਬ ਢੰਗ ਨਾਲ ਚੁਣਨਾ ਨਾ ਸਿਰਫ ਚੰਗੀ ਪੀਸਣ ਦੀ ਕੁਸ਼ਲਤਾ ਪ੍ਰਾਪਤ ਕਰਨਾ ਹੈ, ਸਗੋਂ ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵੀ ਧਿਆਨ ਵਿੱਚ ਰੱਖਣਾ ਹੈ।ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀ ਚੋਣ ਕਰਨ ਦਾ ਮੁੱਖ ਅਧਾਰ ਪੀਸਣ ਦੀਆਂ ਸਥਿਤੀਆਂ ਹਨ, ਜਿਵੇਂ ਕਿ ਪੀਸਣ ਵਾਲੀ ਵਰਕਪੀਸ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਪੀਸਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਸਥਿਤੀ, ਵਰਕਪੀਸ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਅਤੇ ਤਕਨੀਕੀ ਜ਼ਰੂਰਤਾਂ, ਅਤੇ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ।ਦੂਜੇ ਪਾਸੇ, ਇਸ ਨੂੰ ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਤੋਂ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
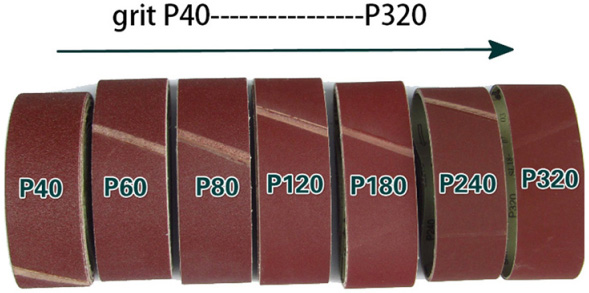
(1)।ਅਨਾਜ ਦੇ ਆਕਾਰ ਦੀ ਚੋਣ:
ਆਮ ਤੌਰ 'ਤੇ ਬੋਲਦੇ ਹੋਏ, ਘਸਣ ਵਾਲੇ ਅਨਾਜ ਦੇ ਆਕਾਰ ਦੀ ਚੋਣ ਪੀਸਣ ਦੀ ਕੁਸ਼ਲਤਾ ਅਤੇ ਵਰਕਪੀਸ ਦੀ ਸਤਹ ਦੀ ਸਮਾਪਤੀ 'ਤੇ ਵਿਚਾਰ ਕਰਨਾ ਹੈ.ਵੱਖ-ਵੱਖ ਵਰਕਪੀਸ ਸਮੱਗਰੀਆਂ ਲਈ, ਮੋਟਾ ਪੀਸਣ, ਵਿਚਕਾਰਲੇ ਪੀਸਣ ਅਤੇ ਬਾਰੀਕ ਪੀਸਣ ਲਈ ਸੈਂਡਿੰਗ ਬੈਲਟਾਂ ਦੇ ਅਨਾਜ ਆਕਾਰ ਦੀਆਂ ਰੇਂਜਾਂ ਨੂੰ ਹੇਠਾਂ ਦਿੱਤੀ ਸਾਰਣੀ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।
| ਵਰਕਪੀਸ ਸਮੱਗਰੀ | ਮੋਟਾ ਪੀਹਣਾ | ਮੱਧ ਪੀਹਣਾ | ਜੁਰਮਾਨਾ ਪੀਹ | ਪੀਹਣ ਦਾ ਤਰੀਕਾ |
| ਸਟੀਲ | 24-60 | 80-120 | 150-W40 | ਸੁੱਕਾ ਅਤੇ ਗਿੱਲਾ |
| ਗੈਰ-ਫੈਰਸ ਧਾਤੂਆਂ | 24-60 | 80-150 | 180-W50 | ਸੁੱਕਾ ਅਤੇ ਗਿੱਲਾ |
| ਲੱਕੜ | 36-80 | 100-150 ਹੈ | 180-240 | ਸੁੱਕਾ |
| ਗਲਾਸ | 60-120 | 100-150 ਹੈ | 180-W40 | ਗਿੱਲਾ |
| ਪੇਂਟ | 80-150 | 180-240 | 280-W20 | ਸੁੱਕਾ ਅਤੇ ਗਿੱਲਾ |
| ਚਮੜਾ | 46-60 | 80-150 | 180-W28 | ਸੁੱਕਾ |
| ਰਬੜ | 16-46 | 60-120 | 150-W40 | ਸੁੱਕਾ |
| ਪਲਾਸਟਿਕ | 36-80 | 100-150 ਹੈ | 180-W40 | ਗਿੱਲਾ |
| ਵਸਰਾਵਿਕ | 36-80 | 100-150 ਹੈ | 180-W40 | ਗਿੱਲਾ |
| ਪੱਥਰ | 36-80 | 100-150 ਹੈ | 180-W40 | ਗਿੱਲਾ |
(2)।ਬਾਈਂਡਰ ਦੀ ਚੋਣ:
ਵੱਖ-ਵੱਖ ਬਾਈਂਡਰ ਦੇ ਅਨੁਸਾਰ, ਸੈਂਡਿੰਗ ਬੈਲਟਾਂ ਨੂੰ ਚਾਰ ਕਿਸਮਾਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਜਾਨਵਰਾਂ ਦੀ ਗਲੂ ਸੈਂਡਿੰਗ ਬੈਲਟਸ (ਆਮ ਤੌਰ 'ਤੇ ਸੁੱਕੀ ਸੈਂਡਿੰਗ ਬੈਲਟਸ ਵਜੋਂ ਜਾਣੀਆਂ ਜਾਂਦੀਆਂ ਹਨ), ਅਰਧ-ਰਾਲ ਸੈਂਡਿੰਗ ਬੈਲਟਸ, ਪੂਰੀ ਰਾਲ ਸੈਂਡਿੰਗ ਬੈਲਟਸ ਅਤੇ ਪਾਣੀ-ਰੋਧਕ ਸੈਂਡਿੰਗ ਬੈਲਟਸ।ਐਪਲੀਕੇਸ਼ਨ ਦੀ ਸੀਮਾ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:
① ਐਨੀਮਲ ਗਲੂ ਬੈਲਟ ਸਸਤੇ ਅਤੇ ਨਿਰਮਾਣ ਵਿੱਚ ਆਸਾਨ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਮੁੱਖ ਤੌਰ 'ਤੇ ਘੱਟ-ਸਪੀਡ ਪੀਸਣ ਲਈ ਢੁਕਵੇਂ ਹੁੰਦੇ ਹਨ।
② ਅਰਧ-ਰਾਲ ਸੈਂਡਿੰਗ ਬੈਲਟ ਜਾਨਵਰਾਂ ਦੀ ਗਲੂ ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੇ ਮਾੜੀ ਨਮੀ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਗਰਮੀ ਪ੍ਰਤੀਰੋਧ ਦੇ ਨੁਕਸਾਨਾਂ ਨੂੰ ਸੁਧਾਰਦਾ ਹੈ, ਬੰਧਨ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕਰਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਕੀਮਤ ਥੋੜੀ ਵੱਧ ਜਾਂਦੀ ਹੈ ਤਾਂ ਪੀਹਣ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਦੁੱਗਣੀ ਹੋ ਜਾਂਦੀ ਹੈ।ਇਹ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਧਾਤ ਅਤੇ ਗੈਰ-ਧਾਤੂ ਪੀਹਣ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਖਾਸ ਕਰਕੇ ਲੱਕੜ ਅਤੇ ਚਮੜੇ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਉਦਯੋਗ ਵਿੱਚ ਵਧੇਰੇ ਪ੍ਰਸਿੱਧ ਹੈ।
③ ਆਲ-ਰੈਜ਼ਿਨ ਸੈਂਡਿੰਗ ਬੈਲਟ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਿੰਥੈਟਿਕ ਰੈਜ਼ਿਨ\ਉੱਚ-ਤਾਕਤ ਸੂਤੀ ਕੱਪੜੇ ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਦੇ ਘਬਰਾਹਟ ਨਾਲ ਬਣੀ ਹੈ।ਲਾਗਤ ਮੁਕਾਬਲਤਨ ਉੱਚ ਹੈ, ਪਰ ਇਹ ਪਹਿਨਣ-ਰੋਧਕ ਹੈ ਅਤੇ ਮਜ਼ਬੂਤੀ ਨਾਲ ਜ਼ਮੀਨੀ ਹੋ ਸਕਦੀ ਹੈ।ਇਹ ਕੰਮ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ ਜਦੋਂ ਹਾਈ-ਸਪੀਡ ਓਪਰੇਸ਼ਨ, ਵੱਡੇ ਕੱਟਣ ਅਤੇ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਪੀਹਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ.ਉਪਰੋਕਤ ਤਿੰਨ ਕਿਸਮਾਂ ਦੇ ਸੈਂਡਿੰਗ ਬੈਲਟ ਸੁੱਕੇ ਪੀਸਣ ਲਈ ਢੁਕਵੇਂ ਹਨ, ਅਤੇ ਇਹ ਤੇਲ ਵਿੱਚ ਵੀ ਪੀਸ ਸਕਦੇ ਹਨ, ਪਰ ਇਹ ਪਾਣੀ ਰੋਧਕ ਨਹੀਂ ਹਨ।
④ ਉੱਪਰ ਦੱਸੇ ਗਏ ਸੈਂਡਿੰਗ ਬੈਲਟਾਂ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਪਾਣੀ-ਰੋਧਕ ਸੈਂਡਿੰਗ ਬੈਲਟਾਂ ਵਿੱਚ ਕੱਚੇ ਮਾਲ ਅਤੇ ਵਧੇਰੇ ਗੁੰਝਲਦਾਰ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਉੱਚ ਲੋੜਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਨਤੀਜੇ ਵਜੋਂ ਘੱਟ ਆਉਟਪੁੱਟ ਅਤੇ ਉੱਚ ਕੀਮਤਾਂ ਹੁੰਦੀਆਂ ਹਨ।ਇਸ ਵਿੱਚ ਰੈਜ਼ਿਨ ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ, ਅਤੇ ਇਸਨੂੰ ਵਾਟਰ ਕੂਲਰ ਪੀਸਣ ਲਈ ਵੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
(3)।ਆਧਾਰ ਸਮੱਗਰੀ ਦੀ ਚੋਣ:
ਕਾਗਜ਼ ਦਾ ਅਧਾਰ
ਸਿੰਗਲ-ਲੇਅਰ ਲਾਈਟਵੇਟ ਪੇਪਰ 65-100g/m2 ਹਲਕਾ, ਪਤਲਾ, ਨਰਮ, ਘੱਟ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ ਅਤੇ ਘੱਟ ਕੀਮਤ ਵਾਲਾ ਹੈ।ਇਹ ਜਿਆਦਾਤਰ ਬਰੀਕ ਪੀਹਣ ਜਾਂ ਮੱਧਮ ਪੀਸਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਮੈਨੂਅਲ ਜਾਂ ਵਾਈਬ੍ਰੇਟਰੀ ਸੈਂਡਿੰਗ ਮਸ਼ੀਨ ਲਈ ਢੁਕਵਾਂ।ਗੁੰਝਲਦਾਰ-ਆਕਾਰ ਦੇ ਵਰਕਪੀਸ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ, ਕਰਵਡ ਲੱਕੜ ਦੇ ਸਾਮਾਨ ਨੂੰ ਰੇਤ ਕਰਨਾ, ਧਾਤ ਅਤੇ ਲੱਕੜ ਦੇ ਫਿਨਿਸ਼ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ, ਅਤੇ ਸ਼ੁੱਧ ਯੰਤਰਾਂ ਅਤੇ ਮੀਟਰਾਂ ਨੂੰ ਪੀਸਣਾ, ਆਦਿ।
ਮਲਟੀ-ਲੇਅਰ ਦਰਮਿਆਨੇ ਆਕਾਰ ਦਾ ਕਾਗਜ਼ 110-130g/m2 ਮੋਟਾ, ਲਚਕੀਲਾ, ਅਤੇ ਹਲਕੇ-ਵਜ਼ਨ ਵਾਲੇ ਕਾਗਜ਼ ਨਾਲੋਂ ਉੱਚ ਤਣਾਅ ਵਾਲਾ ਹੁੰਦਾ ਹੈ।ਸ਼ੀਟ-ਆਕਾਰ ਅਤੇ ਰੋਲ-ਆਕਾਰ ਵਾਲੇ ਸੈਂਡਪੇਪਰ ਬਣਾਉਣ ਲਈ ਮੈਨੂਅਲ ਜਾਂ ਹੱਥ ਨਾਲ ਫੜੀ ਪਾਲਿਸ਼ ਕਰਨ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਧਾਤ ਦੇ ਵਰਕਪੀਸ ਨੂੰ ਡਿਰਸਟ ਕਰਨਾ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨਾ, ਲੱਕੜ ਦੇ ਫਰਨੀਚਰ ਦੀ ਸੈਂਡਿੰਗ, ਪ੍ਰਾਈਮਰ ਪੁਟੀ ਦੀ ਪਾਲਿਸ਼ਿੰਗ, ਮਸ਼ੀਨ ਨਾਲ ਲੈਕਰ ਦੀ ਪਾਲਿਸ਼ਿੰਗ, ਘੜੀ ਦੇ ਕੇਸਾਂ ਅਤੇ ਯੰਤਰਾਂ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ, ਆਦਿ।
ਮਲਟੀ-ਲੇਅਰ ਹੈਵੀ-ਡਿਊਟੀ ਪੇਪਰ 160-230g/m2 ਮੋਟਾ, ਲਚਕੀਲਾ, ਉੱਚ ਟੈਂਸਿਲ ਤਾਕਤ, ਘੱਟ ਲੰਬਾਈ, ਅਤੇ ਉੱਚ ਕਠੋਰਤਾ ਹੈ।ਮਸ਼ੀਨਿੰਗ ਲਈ ਪੇਪਰ ਸੈਂਡਿੰਗ ਬੈਲਟ ਬਣਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ.ਇਹ ਡਰੱਮ ਸੈਂਡਰ, ਵਾਈਡ ਬੈਲਟ ਸੈਂਡਰ ਅਤੇ ਜਨਰਲ ਬੈਲਟ ਗ੍ਰਾਈਂਡਰ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਪਲਾਈਵੁੱਡ, ਪਾਰਟੀਕਲਬੋਰਡ, ਫਾਈਬਰਬੋਰਡ, ਚਮੜੇ ਅਤੇ ਲੱਕੜ ਦੇ ਸਾਮਾਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ ਢੁਕਵਾਂ ਹੈ।
ਕੱਪੜੇ ਦਾ ਅਧਾਰ
ਹਲਕੇ ਭਾਰ ਵਾਲਾ ਕੱਪੜਾ (ਟਵਿਲ), ਬਹੁਤ ਨਰਮ, ਹਲਕਾ ਅਤੇ ਪਤਲਾ, ਦਰਮਿਆਨੀ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ।ਮੈਨੁਅਲ ਜਾਂ ਘੱਟ ਲੋਡ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਲਈ।ਮੈਟਲ ਪਾਰਟਸ ਪੀਸਣ ਅਤੇ ਜੰਗਾਲ ਹਟਾਉਣ, ਪਾਲਿਸ਼ਿੰਗ, ਡਰੱਮ ਸੈਂਡਿੰਗ ਮਸ਼ੀਨ ਪਲੇਟ ਪ੍ਰੋਸੈਸਿੰਗ, ਸਿਲਾਈ ਮਸ਼ੀਨ ਫਰੇਮ ਪ੍ਰੋਸੈਸਿੰਗ, ਲਾਈਟ-ਡਿਊਟੀ ਸੈਂਡਿੰਗ ਬੈਲਟਸ।
ਮੱਧਮ ਆਕਾਰ ਦਾ ਕੱਪੜਾ (ਮੋਟੇ ਟਵਿਲ), ਚੰਗੀ ਲਚਕਤਾ, ਮੋਟੀ ਅਤੇ ਉੱਚ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ।ਜਨਰਲ ਮਸ਼ੀਨ ਸੈਂਡਿੰਗ ਬੈਲਟਸ, ਅਤੇ ਹੈਵੀ-ਡਿਊਟੀ ਸੈਂਡਿੰਗ ਬੈਲਟਸ, ਜਿਵੇਂ ਕਿ ਫਰਨੀਚਰ, ਟੂਲ, ਇਲੈਕਟ੍ਰਿਕ ਆਇਰਨ, ਰੇਤ ਸਟੀਲ ਸ਼ੀਟ, ਅਤੇ ਇੰਜਨ ਬਲੇਡ ਕਿਸਮ ਪੀਸਣਾ।
ਹੈਵੀ-ਡਿਊਟੀ ਕਪੜਾ (ਸਾਟਿਨ) ਮੋਟਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਇਸਦੀ ਤਾਣੀ ਦਿਸ਼ਾ ਦੇ ਮੁਕਾਬਲੇ ਵੇਫਟ ਦਿਸ਼ਾ ਵਿੱਚ ਵਧੇਰੇ ਤਾਕਤ ਹੁੰਦੀ ਹੈ।ਇਹ ਹੈਵੀ-ਡਿਊਟੀ ਪੀਹਣ ਲਈ ਢੁਕਵਾਂ ਹੈ।ਵੱਡੇ-ਖੇਤਰ ਦੀਆਂ ਪਲੇਟਾਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਸੰਯੁਕਤ ਅਧਾਰ
ਖਾਸ ਤੌਰ 'ਤੇ ਮੋਟਾ, ਉੱਚ ਤਾਕਤ, ਐਂਟੀ-ਰਿੰਕਲ, ਐਂਟੀ-ਟੈਨਸਾਈਲ ਅਤੇ ਐਂਟੀ-ਬ੍ਰੇਕੇਜ।ਹੈਵੀ-ਡਿਊਟੀ ਸੈਂਡਿੰਗ ਬੈਲਟ, ਖਾਸ ਤੌਰ 'ਤੇ ਗਿਲੋਟਿਨ ਬੋਰਡ, ਫਾਈਬਰਬੋਰਡ, ਪਲਾਈਵੁੱਡ ਅਤੇ ਇਨਲੇਡ ਫਲੋਰਿੰਗ ਦੀ ਪੀਸਣ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਢੁਕਵੀਂ ਹੈ। ਸਟੀਲ ਪੇਪਰ ਬਹੁਤ ਮੋਟਾ ਹੈ, ਉੱਚ ਤਾਕਤ, ਘੱਟ ਲੰਬਾਈ ਅਤੇ ਵਧੀਆ ਗਰਮੀ ਪ੍ਰਤੀਰੋਧ ਦੇ ਨਾਲ।ਮੁੱਖ ਤੌਰ 'ਤੇ ਰੇਤ ਡਿਸਕ, ਵੈਲਡਿੰਗ ਸੀਮ, ਜੰਗਾਲ ਹਟਾਉਣ, ਧਾਤ ਦੀ ਚਮੜੀ ਅਤੇ ਆਕਸਾਈਡ ਪਰਤ ਨੂੰ ਹਟਾਉਣ, ਆਦਿ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ.
4. ਘਬਰਾਹਟ ਦੀ ਚੋਣ:
ਆਮ ਤੌਰ 'ਤੇ ਇਹ ਉੱਚ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ ਵਾਲੀ ਵਰਕਪੀਸ ਸਮੱਗਰੀ ਹੁੰਦੀ ਹੈ।ਵਧੇਰੇ ਕਠੋਰਤਾ, ਉੱਚ ਦਬਾਅ ਪ੍ਰਤੀਰੋਧ, ਪਿੜਾਈ ਲਈ ਮਜ਼ਬੂਤ ਰੋਧ, ਉੱਚ ਤਾਪਮਾਨ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਰਸਾਇਣਕ ਸਥਿਰਤਾ ਦੇ ਨਾਲ ਕੋਰੰਡਮ ਅਬਰੈਸਿਵ ਚੁਣੋ;

ਘੱਟ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ ਅਤੇ ਉੱਚ ਕਠੋਰਤਾ ਵਾਲੇ ਧਾਤ ਅਤੇ ਗੈਰ-ਧਾਤੂ ਵਰਕਪੀਸ ਲਈ, ਉੱਚ ਕਠੋਰਤਾ, ਉੱਚ ਭੁਰਭੁਰਾਪਨ ਅਤੇ ਕਮਜ਼ੋਰੀ ਵਾਲੇ ਸਿਲੀਕੋਨ ਕਾਰਬਾਈਡ ਅਬਰੈਸਿਵ ਚੁਣੋ, ਜਿਵੇਂ ਕਿ: ਕੱਚ, ਪਿੱਤਲ, ਚਮੜਾ, ਰਬੜ, ਵਸਰਾਵਿਕ, ਜੇਡ, ਕਣ ਬੋਰਡ, ਫਾਈਬਰਬੋਰਡ, ਆਦਿ।

5. ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਇਲਾਜ:
ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਚੱਲਣ ਦੀ ਦਿਸ਼ਾ ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੇ ਪਿਛਲੇ ਪਾਸੇ ਨਿਸ਼ਾਨਬੱਧ ਦਿਸ਼ਾ ਦੇ ਨਾਲ ਇਕਸਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਤਾਂ ਜੋ ਕਾਰਵਾਈ ਦੌਰਾਨ ਸੈਂਡਿੰਗ ਬੈਲਟ ਨੂੰ ਟੁੱਟਣ ਜਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਪਲਾਂਟ ਦੇ ਵਰਕਪੀਸ ਦੀ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਤੋਂ ਰੋਕਿਆ ਜਾ ਸਕੇ।ਸੈਂਡਿੰਗ ਬੈਲਟ ਨੂੰ ਪੀਸਣ ਤੋਂ ਪਹਿਲਾਂ ਕੁਝ ਮਿੰਟਾਂ ਲਈ ਘੁੰਮਾਉਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਸੈਂਡਿੰਗ ਬੈਲਟ ਆਮ ਤੌਰ 'ਤੇ ਚੱਲ ਰਹੀ ਹੋਵੇ ਤਾਂ ਪੀਸਣਾ ਸ਼ੁਰੂ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ।

ਸੈਂਡਿੰਗ ਬੈਲਟ ਨੂੰ ਵਰਤੋਂ ਤੋਂ ਪਹਿਲਾਂ ਮੁਅੱਤਲ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਯਾਨੀ ਕਿ ਬਿਨਾਂ ਪੈਕ ਕੀਤੇ ਸੈਂਡਿੰਗ ਬੈਲਟ ਨੂੰ 100-250mm ਵਿਆਸ ਵਾਲੀ ਪਾਈਪ 'ਤੇ ਲਟਕਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ 2 ਤੋਂ 3 ਦਿਨਾਂ ਲਈ ਲਟਕਣ ਦਿਓ।ਪਾਈਪ ਦੇ ਵਿਆਸ ਦੀ ਚੋਣ ਸੈਂਡਿੰਗ ਬੈਲਟ ਦੇ ਅਨਾਜ ਦੇ ਆਕਾਰ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।ਲਟਕਣ ਵੇਲੇ, ਜੋੜ ਪਾਈਪ ਦੇ ਉਪਰਲੇ ਸਿਰੇ 'ਤੇ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਪਾਈਪ ਲੇਟਵੀਂ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਪੋਸਟ ਟਾਈਮ: ਜੂਨ-03-2019